一、概述
注射压缩成型作为一种特殊的成型工艺,近年来已越来越被行业重视,相对于传统的注塑成型,它具有显著降低成型压力大、锁模力、改善产品收缩不均、降低残余应力,提高尺寸精度等成型特点,因此在传统注塑成型存在工艺局限条件下,行业越来越多的考虑采用注射压缩成型来满足产品生产工艺和质量要求。作为塑胶行业领先的CAE仿真工具,Moldflow也提供的注塑压缩成型分析功能,通过与传统注塑成型对比分析,可以有效评估采用新工艺带来的产品质量改善效益,为行业提供强有力的技术支持。
二、注射压缩成型特点
- 降低型腔压力 减少分子取向
- 降低残余应力 降低不均匀收缩
- 克服沉孔与翘曲 降低双折射
- 减少密度变化 提高尺寸精度
三、Moldflow注射压缩分析设置
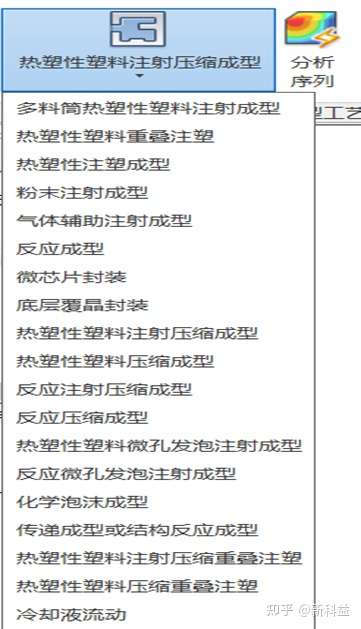
分析工艺应用场景:
- 热塑性塑料注射压缩成型
- 热塑性塑料压缩成型
- 热塑性塑料注射压缩重叠注塑
- 热塑性塑料压缩重叠注塑
- 热固性塑料反应注射压缩成型
-
热固性塑料反应压缩成型
四、典型的注射压缩成型分析步骤
- 选择热塑性的注射压缩成型(Thermoplastic Injection Compression Molding)
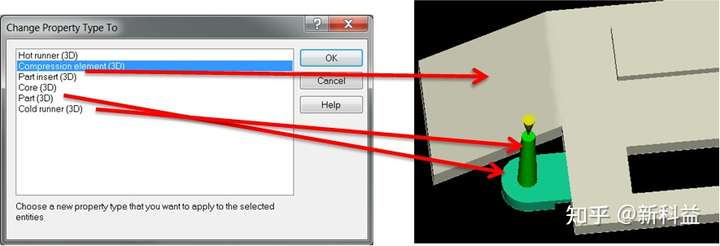
- 设定网格单元属性
- 非压缩的区域设定网格属性为“part (3D)”
- 压缩区域的单元设定为“compression element”
- 确认压缩面属性结果 (Moldflow分析结果)
- (0)Internal : 內部
- (1)Compression surface: 沿压缩方向移动
- (2)Fix: 压缩过程中无移动
- (3)Side: 在面的法线方向无移动,但可沿压缩方向移动
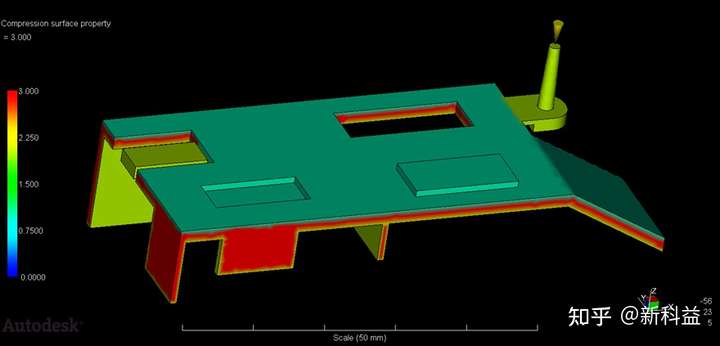
-
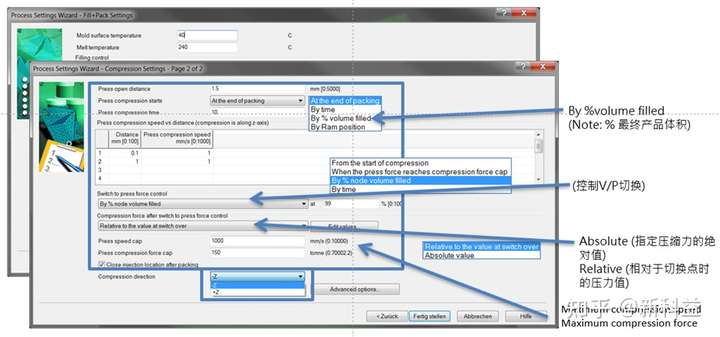
工艺参数设定
1.对于典型注射压缩成型来说,在压缩开始以前,模具处于半开状态,通过注射方式,预先充填一部分型腔,然后通过合模压缩完成最终的成型过程如下,分析需要分别设置充填和压缩工艺。
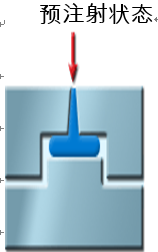

2. 注射和压缩过程模拟设定
五、案例分享
1. 产品介绍
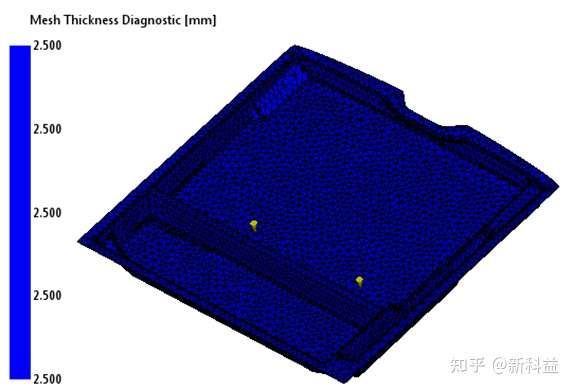
- 平均壁厚2.5mm
- PP材料含20%滑石粉
- 目标降低压力和锁模力
-
降低变形
2. 分析结果说明
- 填充时间
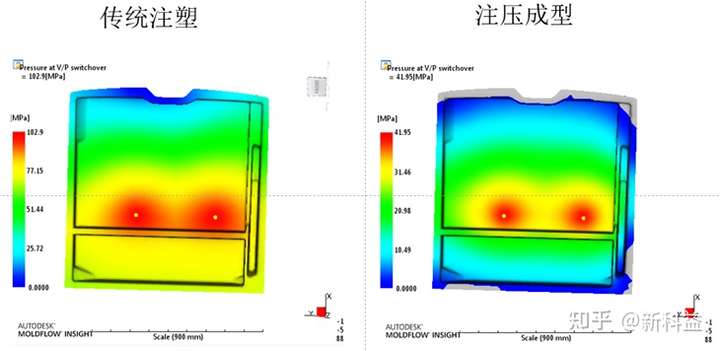
- 填充V/P压力
说明:注压成型压力显著降低,残余应力更小
-
锁模力结果
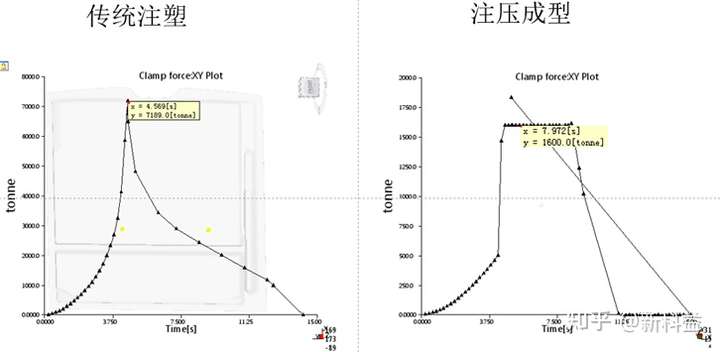
说明:注压成型锁模力显著降低
- 体积收缩分布
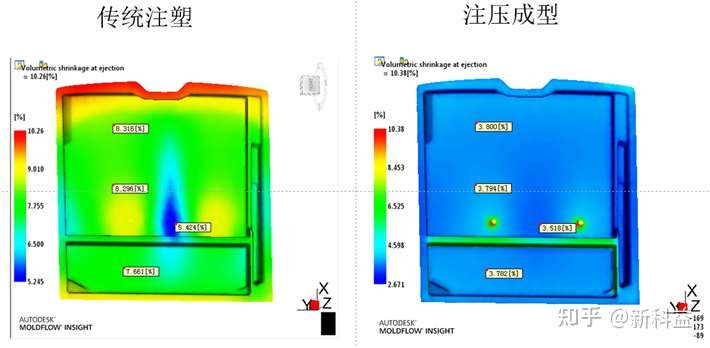
说明:体积收缩分布均匀,残余应力更小
- 变形分析结果
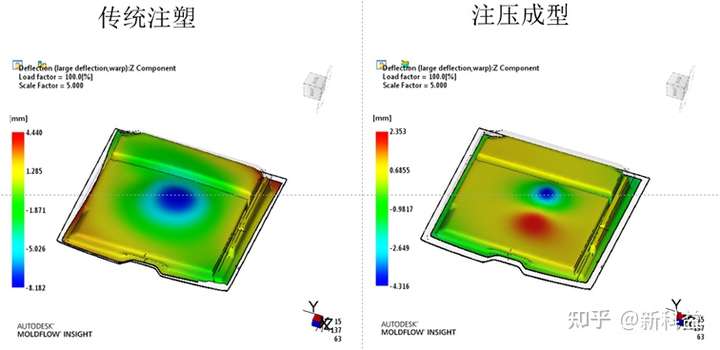
说明:相对于传统注塑成型,注压成型变形更小
六、总结
通过Moldflow注压成型和传统注塑成型的模拟分析,我们可以方便的对比充填模式、压力、锁模力、体积收缩分布、变形等影响产品质量的关键结果,快速的确认采用注压成型工艺解决产品问题的可行性,从而帮助企业缩短开发周期、减少试模次数,提高企业的核心竞争力。

