前言
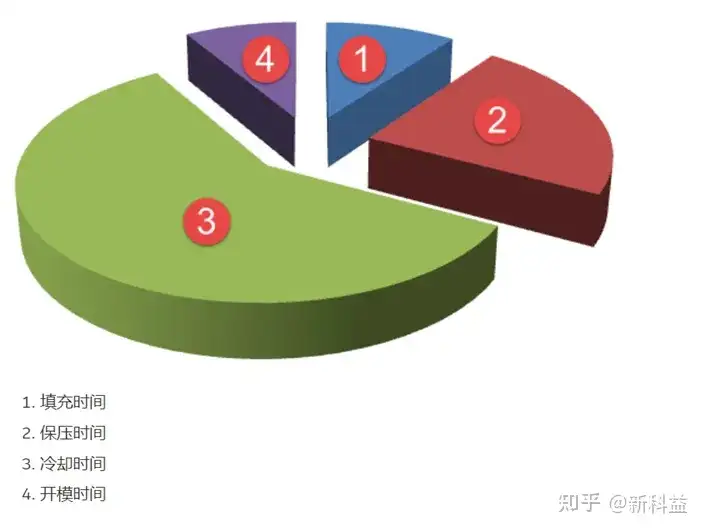
注射成型分为三个不同的处理阶段。成型过程的四个阶段如下图所示:填充阶段、保压阶段、冷却阶段。
一、填充阶段
在填充阶段,塑料将被挤入型腔,直至型腔刚好填满。塑料流入型腔时,与模壁接触的塑料会迅速冻结。这会在模具和熔化的塑料之间产生一层冻结的塑料。在静态冻结层和流动熔体间的交接处,聚合物分子会在流动方向上被拉伸。这种对齐和拉伸称为取向。
下图显示了流动前沿在后面材料被向前推动时的膨胀情况。这种向外的流动被称为喷泉流。流动层的边缘以近乎垂直的方向与模壁接触时开始冻结。因此,最初冻结的层中的分子并没有高度定向,并且在冻结时,取向也不会改变。
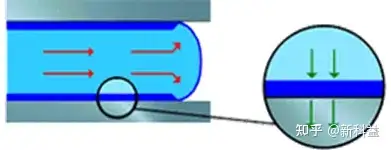
图中的红色箭头表示熔化的塑料的流动方向。贴在模壁上的深蓝色层表示冻结的塑料层。绿色箭头表示从聚合物熔体流入到模壁的热流方向。
随着越来越多熔化的塑料流过型腔,冻结层获得热量,模具失去热量。冻结层达到一定厚度后,会达到平衡。这通常在注射成型过程的早期发生,即零点几秒之后。
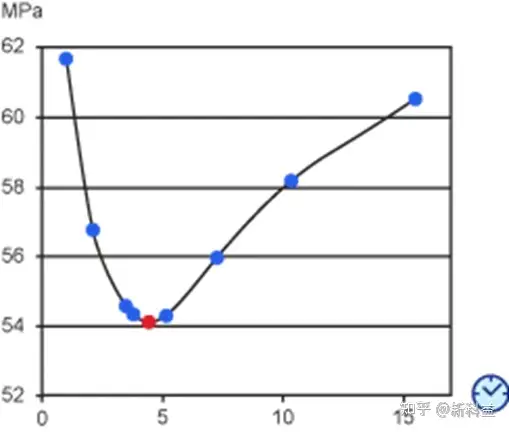
注射压力一般随时间的增加,压力先下降后再上升,如果将注射时间设置为横轴,纵轴表示压力,则分析会查找能使注射压力最小的注射时间。下图显示的是对同一零件做出九次分析后得出的结果。蓝色点表示注射时间被设置为特定值的分析。红色点则表示在充填时间考察范围内注射压力可能最低的分析。
注射压力作为时间的函数
注射压力相对于时间的变化呈现U型的关系主要有两个方面原因。第一,随着注射时间从零开始增加,迫使熔化的塑料流过零件所需的压力将会降低。第二,随着注射时间的增加,聚合物温度会由于向模具传导热量而降低,这将导致粘度和冻结层厚度增加,而粘度和冻结层厚度的增加又会升高注射压力。
二、保压阶段
型腔填满之后,即进入保压阶段。保压会对聚合物熔体施加压力以压缩聚合物并将更多的材料推入模具中,补偿聚合物从熔体温度冷却至环境(室内)温度过程中所发生的收缩。在保压阶段,可以再向模具中添加 5% 到 25% 的材料。在保压阶段应冻结浇口,其目的是防止材料从模具中流出。在这一阶段中,对材料进一步施加压力,以便将更多的材料压入型腔,其目的是减少收缩并使收缩更加均匀,以及减少零部件翘曲。
材料填满模具型腔后,保压阶段开始,零件上密度的变化会驱使材料流动。如果零件一个区域的保压密度小于相邻区域,那么聚合物将流入密度较小的区域,直至达到平衡。与填充阶段所受的影响因素类似,此流动会受到熔体压缩性和热膨胀的影响。
材料的 pvT(压力、体积、温度)特性提供了计算密度随压力和温度的变化、可压缩性和热膨胀数据等参数时所需的信息。如果与材料粘度数据一起使用,便可准确地模拟保压阶段的材料流动。
下图显示了填充阶段(左图)结束和保压阶段(右图)结束时状态的差异。

实际上,由于受压力和可用的未冻结流动管道的限制,要向模具中注入足够材料以完全补偿收缩是不可能的。必须使型腔大于所需的零件尺寸,从而为未补偿的收缩留出余地。
保压对产品质量具体影响的详细分析,主要分为正面和负面两个方面:
2.1 保压不足或没有保压带来的产品质量缺陷
如果保压压力不足、保压时间太短或根本没有保压阶段,会导致一系列严重的质量问题。
2.1.1 缩痕与缩孔
现象:产品表面出现局部凹陷,通常在肉厚(壁厚较大)的部位,如加强筋、螺丝柱的背面。
原因:这些厚壁区域内部冷却缓慢,收缩量大。保压压力不足以将额外的熔体压入补偿此收缩,导致表面被拉拽向内,形成凹陷。如果内部收缩严重,甚至会形成真空的缩孔。
2.1.2 尺寸不稳定与精度差
现象:产品尺寸波动大,无法满足设计公差要求。
原因:每次注射的熔体收缩率不一致。保压压力和时间直接影响收缩率。保压不足,收缩率大;保压过度,收缩率小。这种不稳定性导致批量生产时产品尺寸无法控制。
2.1.3 重量不足
现象:产品实际重量低于理论重量。
原因:型腔没有被完全“填满”,保压阶段补充的熔体量不足,导致产品密度低、质量轻。
2.1.4 翘曲与变形
现象:产品冷却后发生弯曲、扭曲,无法保持平整。
原因:这是保压影响中最复杂也最关键的一点。不均匀的保压会导致产品内部产生不均匀的内应力。
取向效应:保压过程中,熔体在压力下流动并冻结,分子链被拉伸取向。保压压力和时间不同,取向程度和分布就不同,导致各向异性收缩,从而引发翘曲。
不均匀收缩:产品不同区域的冷却速率和保压效果不同,导致收缩不一致,从而产生内应力,产品在应力释放后发生变形。
不均匀冷却:厚度上不均匀的冷却,导致产品发生翘曲变形。
2.1.5 表面质量差
现象:产品表面光泽不均、出现流痕、或者粗糙。
原因:保压压力有助于将模具型腔的微细纹理完美复制到产品表面。保压不足,熔体与模具表面贴合不紧密,会导致表面光泽暗淡或复制不完整。
2.1.6 强度不足
现象:产品机械性能(如抗冲击强度、拉伸强度)差。
原因:保压不足导致产品内部可能存在微小的缩孔或疏松结构,这些缺陷会成为应力集中点,在受到外力时首先破裂。同时,不足的保压也使得分子链堆叠不紧密,降低了材料本身的强度。
2.2 保压过度带来的产品质量缺陷
同样,过度的保压(压力过大或时间过长)也会带来问题。
2.2.1 飞边/毛刺
现象:在模具分型面、顶针孔、滑块缝隙等处出现薄薄的多余塑料。
原因:保压压力超过了模具的锁模力,将模具微微撑开,熔体被挤入缝隙中形成飞边。
2.2.2 粘模与脱模困难
现象:产品紧紧包裹在模芯上,难以顶出,甚至顶白、顶裂。
原因:过高的保压压力会将产品过度压实在型腔内,特别是对于收缩率小的材料,会导致包紧力过大,增加脱模阻力。
2.2.3 内应力过大
现象:产品脆性增加,在存放或使用过程中自发开裂,或者在受到溶剂、外力时容易应力开裂。
原因:过度保压使冻结的分子链被高度压缩和取向,内部残留了大量的可恢复弹性形变(内应力)。这些内应力在特定条件下会释放,导致产品失效。
2.2.4 尺寸超差
现象:产品尺寸过大,超出公差上限。
原因:过度保压补偿了过多的熔体,使得产品的实际收缩率远小于预期,导致尺寸偏大。
三、冷却阶段
尽管填充阶段开始时塑料便会开始冷却,但冷却阶段实际是指从保压结束到开合模的那段时间。此阶段是指零件充分冷却至可顶出状态所需的额外时间。这并不意味着零件的所有部分或流道系统都必须完全冻结。
冷却时间是指从保压结束到顶出的时间。 通常,在冷却时间内零件壁中心部分处的材料达到冻结温度(玻璃化转化温度)并变为固体。冷却时间通常占总周期时间的 80%。
零件中心的材料达到其转变温度,并在冷却时间变为固体。零件的冷却速率和均匀性会影响最终成型物质量和生产成本。模具冷却占生产注射成型热塑性零件总周期时间的三分之二以上。

影响冷却时间的两个主要因素是零件厚度和模具温度。两者都需要得到优化以获得高质量的零件。升高熔体温度或模具温度将延长冷却时间,因为冻结层达到所需厚度需要更长时间。
3.1 较低的模具温度
较低的模具温度将缩短周期时间,从而提高生产力。下图说明了提高的模具温度如何会延长周期时间。
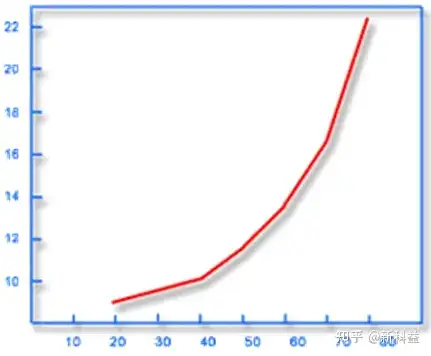
3.2 零件厚度
冷却时间随壁厚增大而陡增,因此,要缩短冷却时间,应避免零件壁厚过大。零件厚度应尽可能均匀。在下图中,左侧的零件具有较厚壁部分。与右侧的零件相比,此零件在冷却时要花费更长的时间。

四、开模时间
开模时间为下一个成型周期开始前的模具打开时间。该时间包括:打开模具;顶出零件;准备下一个周期,例如载入镶件(不总是周期的一部分);关闭模具。
五、小结
塑料注射成型周期是一个循环过程,始于模具闭合,随后,塑化的熔体被注入型腔,进入关键保压阶段以补偿收缩,制品在模内冷却定型后,模具打开并将其顶出。整个过程,每个阶段都很重要,填充保压保证了产品的质量,冷却时间还决定了成型周期,优化周期往往从优化冷却入手,企业如何实现快速、高效、自动化的连续生产,成了克敌制胜的关键。
|