Moldflow在长玻纤产品中的应用
长玻纤增强材料指的是用长度在5 mm以上的玻纤增强的复合材料,这种材料主要应用在比短切玻纤增强材料要求更高的场合,在汽车零配件中的应用尤为突出。20世纪80年代中期,西欧国家生产轿车采用的纤维增强塑料为40~50 kg/辆,1987年美国轿车平均耗用纤维增强塑料约36.3kg/辆,1990年为40.6 kg/辆,1992年为56.8 Kg/辆,其中玻纤增强热塑性塑料占有相当大的比例。长玻纤增强热塑性塑料(LFT)首先在欧洲被成功应用到汽车零件生产中,同时也受到北美设备生产厂家的关注。在欧洲和北美,许多汽车零配件生产厂家都用LFT技术代替了原来的玻纤毡增强热塑性塑料(GMT)技术,它已经成为塑料市场中发展最快的技术,在过去的10年中用于汽车生产的长玻纤数量每年约增长30%。

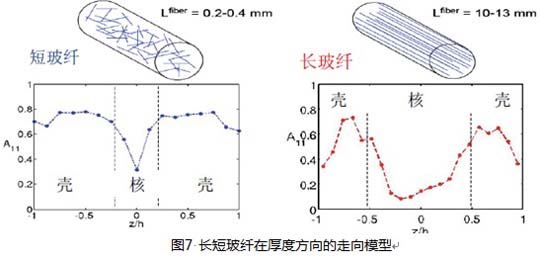
所谓的长纤维是相对于短纤维而言,指在粒料中纤维平行排列、长度与粒子长度相同(一般10mm左右),在最终制品中纤维长度≥3mm。如图3和图4。

1、LFT材料的性质与用途
LFT中的玻纤长度较长,而且纤维长度分布更好,与GMT相比具有以下优良的性能:(1)制品的力学性能高,特别是冲击强度提高显著;(2)制品刚度与质量比高,变形小,特别有利于LFT在汽车中的应用;(3)制品韧性提高(4)制品抗蠕变性能好,尺寸稳定;(5)材料耐疲劳性能优良;(6)材料加工性能好,可用于成型形状、结构复杂的制品,GMT只能用于模压成型,囚而LFT设计自由度比GMT更高;(7)可回收利用。
由于LFT材料所具有的优良比能,因而被广泛应用于汽车、机械、建筑、航天航空及高新技术领域,特别是在汽车中的应用日渐增多。目前已广泛应用于汽车中的制品有进气岐管、前端组件、保险杠、挡泥板、仪表盘、行李仓底板、车门、车身板等。此外由于LFT材料优良的防腐性能而广泛用于化工防腐方面的贮罐、管道、电镀槽器件、防腐地板等。
2、LFT材料制备方法
熔融拉挤浸渍工艺是目前应用最广的工艺,能够实现良好浸渍和较高生产效率的结合。拉挤成型工艺是将浸渍树脂胶液的连续玻璃纤维束、带或布等,在牵引力的作用下,通过挤压模具成型、固化,连续不断地生产长度不限的玻璃钢型材。拉挤成型工艺过程是由送纱、浸胶、预成型、固化定型、牵引、切断等工序组成。无捻粗纱从纱架引出后,经过排纱器进入浸胶槽浸透树脂胶液,然后进入预成型模,将多余树脂和气泡排出,再进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拔出,最后由切断机定长切断。
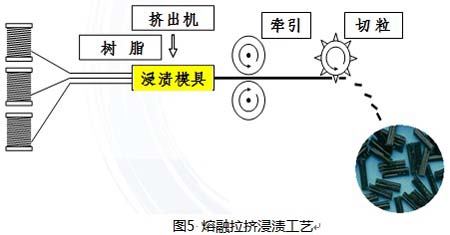
拉挤成型是复合材料成型工艺中的一种特殊工艺,其优点是:①生产过程完全实现自动化控制,生产效率高;②拉挤成型制品中纤维含量可高达80%,浸胶在张力下进行,能充分发挥增强材料的作用,产品强度高;③制品纵、横向强度可任意调整,可以满足不同力学性能制品的使用要求;④生产过程中无边角废料,产品不需后加工,故较其它工艺省工,省原料,省能耗;⑤制品质量稳定,重复性好,长度可任意切断。

3、Moldflow的长玻纤研究
ARD 长玻纤走向模型:由多家科研合作伙伴研发,包括美国伊利诺伊州立大学Tucker 教授科研组、太平洋西北和橡树岭国家试验室以及Autodesk(Moldflow)实施编程和实例研究。
• 长玻纤加强的热塑性塑料有更多玻纤间相互作用
• 与流动方向走向一致少,中间不与流动方向走向一致的区域更宽
• 玻纤在注塑过程中会断
ARD-RSC 模型符合更好
• Anisotropic Rotary Diffusion (ARD)模型
• 用张量C1来替换标量C1
• 注意其对A33的明显预测改进

4、Moldflow解决方案
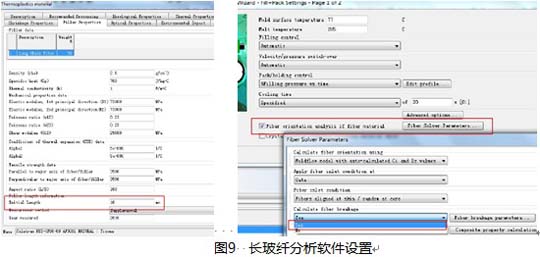
4.1长玻纤分析软件设置
软件设置见图9,材料选择是长玻纤的长度是10mm,勾选玻纤分析选项,同时勾选玻纤断裂分析。
4.2长玻纤走向案例示例
分别使用中面网格,双面网格和三维网格求解器上完成,网格模型如下:
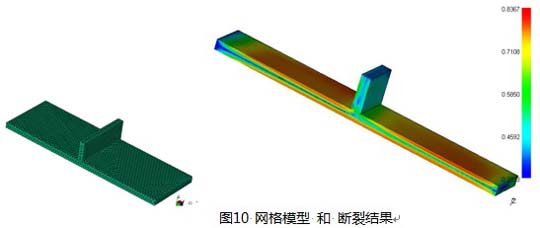
其中,断裂模型使用的是长玻纤断碎模型Phelps-Tucker 模型,该模型使用许多小玻纤段来描述,模型参数为:Cb应变率系数、Dg拉力系数、S分布控制系数。

4.3 长玻纤断裂分析其他案例
使用双层面网格对标准样条进行分析,产品的长玻纤排布如下,远离浇口处玻纤排布较一致,断裂少。原因是远离浇口处产品冷却快,凝固层较厚,熔融层薄,玻纤被后收缩拉断的少。如图13所示。
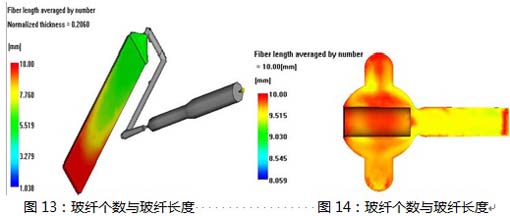
使用3D网格分析长玻纤排布与断裂,如图14分析结果所示,可得出玻纤个数与玻纤长度结果图,将产品分析结果剖开,可看到产品内部各区域的玻纤断裂情况,方便预知产品性能和缺陷原因。
5、总结
综上所述,利用Moldflow来模拟长玻纤成型,可准确模拟长玻纤在厚度方向的排布,以及长玻纤的厚度方向和不同位置的断裂情况,提前预知产品性能及缺陷原因;寻找到产品问题点,为产品设计优化提供支持。